Design Life-Cycle
assess.design.(don't)consume
Angela Yuan
Professor Cogdell
Design 40a
Raw Materials and other Related Information on Dry Food/Snack Packaging
The ultimate goal of packaging is the protection of food and minimization of food waste. These goals rely heavily on the materials chosen to do the job. Due to modern synthetic factory processing, there is an increasing detachment with the process and materials of our technologies. The origins and embodied energies of essential everyday items are not well understood anymore. Many earlier materials such as paper, cloth and glass are still used today, but the trends of modern food packaging are leaning heavily on a new material, plastic. “After World War II, polypropylene, polyester, and other plastic polymers were commercialized as films, sheet, and bottle materials” (Brody, 263). Plastic is one of the most popular and commonly used materials used in modern food packaging. Depending on the job, there are a variety of different plastics with their own respective properties of production, potential for recycling and establishment of waste. Plastic food packaging is largely dependent on the needs of the specific food product. From jars, bottles, films and trays, plastics are applied to a diverse range of packaging needs. On top of this, plastic can be made of numerous types of materials and the list is expanding and evolving everyday. Food companies tend to produce a variety of products with needs specific to their unique foods and so this becomes too broad of a topic with regard to plastic materials. Rather than one specific company, this group research targets the snack food genre exclusively. To focus the scope further, this group will clarify on the energies and materials of dry food/snack bag packaging, attempting to obtain a better understanding of its life cycle.
The long scientific names can be quite intimidating but beneath the shiny sheets of finished plastic lay the processed story of their raw materials. Currently, the vast majority of dry food packaging is simply variations on polyethylene polymers. This material has desirable characteristics such as strength, resistance to oxidation, cheapness and versatility. Polyethylene varies chemically to suite the rigidity preferences of the food product. Because a big factor in dry food storage is the preservation of crunchiness, high-density polyethylene (HDPE), ethylene vinyl acetate (EVA), and ethylene acrylic acid copolymers (EAAC) are just some less popular examples that can be found in smaller parts of packaging for foods such as crackers, cereals and other snacks. (Mullen, Mowery) Some snacks are also packaged with an extra plastic film in congruence to the stiffer polyethylene package for the quality of extra toughness and heat salability. This film is typically made of biaxially oriented polypropylene (BOPP). Variations on polypropylene by themselves are also popularly used as snack packaging. In summary, I have derived the major materials in snack packaging to be polyethylene and polypropylene, each with their unique properties.
Polyethylene (PE) is an extremely adaptable and varied material made of synthetic chained polymers derived from fossil fuel byproducts. It is a family of polymers based on ethylene (CH2 = CH2) that can be assembled into a variety of different styles of chains depending on the needs of the product being packaged. These chains can be linear or branched, homopolymer or copolymer. By manipulating the style of chain, polyethylene can take on denser or thinner crystalline characteristics (Hernandez). In the case of food packaging, low-density polyethylene and high-density polyethylene are used. Depending on the desired characteristics, any level of density in between can be made to best satisfy product needs. The raw polyethylene is delivered in granules and powders to special sites after the chemical production process. After the raw plastic material is delivered to the production site, it is combined with the necessary plasticizers and turned into processed plastic (Piringer, Baner, 10). Phthalates are commonly used as plasticizers; diethylhexyl phthalate (DOP) of which is the most widely used (Hernandez). The secondary material produced by this process forms the basis from which many varieties of plastics splinter off. Low-density polyethylene (LDPE) is a branched homopolymer version of the raw polyethylene. It is a plastic processed through the addition of radical producing initiators. This usually includes the addition of monomers into the chain. In the past, plant based materials were used to create the monomers but modern synthesis of monomers is exclusively fossil fuel based, using mainly oil, gas and coal. Low-density polyethylene is typically used in the form of film and utilized for its ability to resist puncture. For the production of stiffer high-density polyethylene (HDPE), the process is taken one step further by the use of metal oxide catalysts. Though most factories end there, sometimes, depending on the needs of the product, the processed plastics can be modified even further through a system called crosslinking. This step of the process however is difficult to explain regarding the chemical materials involved due to the highly specialized and often proprietary additives.
“It is especially difficult to make a definitive comprehensive list of all starting materials (positive list) used to make polymeric package materials by three dimensional crosslinking, which could be transferred into a product. In addition to the numerous oligomers coming from the combined intermediate steps there is a variety of combination possibilities and mixtures of polymer starting materials, together with the corresponding processing aids (catalysts, crosslinkers) and additives (stabalizers, plasticizers) which further complicate the inclusion of all these compounds into food regulations and quality analysis systems (Pirigner, Baner, 13).
This particular material-processing step may be considered a failing in my research, to find the minute traces of other chemicals and additives that individual companies may use. These additives become variables in the recycling process discussed later in this paper.
Polypropylene (PP) is a somewhat more limited material with regards to food packaging applications due to its proneness to low temperatures, though it does demonstrate useful qualities in its own right. It a good barrier against water vapor and has fat resistant properties, both of which are useful characteristics concerning snack/dry food packaging specifically. “Properties of polypropylene make it a useful polymer for many applications. Polypropylene can be UV-stabilized; reinforced with talc, minerals, or fibers; foamed; biaxially oriented; or combined with elastomers for applications in the automotive, packaging, textiles, construction, appliance, and medical industries” (Calafut, 93). Polypropylene is a synthetic material made by polymerizing propylene, which is a gaseous byproduct of petroleum refining. This raw material is then combined with a catalyst under certain heat and pressure to join together many propylene molecules to form one large molecule (Maier, Calafut, 3). It is then reacted with an organometallic transition metal catalyst and arranged into a chain with other polypropylene molecules. The most commonly used catalysts are Ziegler-Natta catalysts, which are heterogeneous combinations of magnesium chloride, alkylphthalates and alkoxysilanes. After the addition of these, the style of chain can then be oriented into whichever crystalline structure is best suitable for the dry food/snack product. At this point, the polypropylene is useful as a type of plastic with a good weight to strength ratio and high resistance to heat.
The next step of lamination and graphics printing is of huge concern to the graphic artist. Though there are many different style of graphic presentation on plastic snack/dry food bags, the most common methods include labels, headers or graphics carriers. Headers are extended seal areas at the top of a bag that allow space for the attachment of a paperboard graphic message. These parts are typically made of paper or cardboard. Labels are automatically attached preprinted labels that are typically made of the same material as the plastic bag, in this case, polyethylene or polypropylene (Kuhr). Graphics carriers require more materials and a slightly more complicated process as an additional layer is added to the packaging. The order from outer layer to inner layer is as follows: graphics carrier, printed image, adhesive layer, barrier layer, and optional sealing layer, respectfully. The graphics carrier is most commonly made of an extremely thin layer of oriented polypropylene (OPP) to protect the image beneath from scuffing and add a glossy finish to the aesthetics of the bag. Oriented polypropylene is a slightly modified version of the base polypropylene described earlier, chemically oriented into a certain fashion to maximize the crystalline reflective characteristic (Dunn). The next layer of the packaging is the printed graphic. Ink-jet printing is the most versatile and widely used method for food packaging. Several other older processes include, letterpress, flexography, lithography, hot die stamping, gold blocking and gravure. These techniques all depend on the porousness of the plastic surface though they all use similar solvent inks composed of volatile organic compounds (VOCs) (Paine, Paine, 49). Volatile organic compounds used in printing are manmade solvents of aliphatic hydrocarbons, ethyl acetate, glycol ethers, and acetone (Stoye, Marwald, Plehn). The next layer is the adhesive layer that binds the barrier surface with the graphics carrier. Higher quality adhesive laminates are typically made of a thick layer of casted molten polyethylene. Other cheaper adhesives are commonly based on polyvinylidene dichloride (PVDC or SaranTM). These layers are all combined and glued together with the barrier layer to create a finished and decorated food package (Dunn). For smaller snack packaging such as individually wrapped candies and cookies, a layer of acrylic is applied to the barrier layer (Hernandez). Acrylic is made of liquid polymer plastic similar to the family of polyethylene. Though it is able to express bright and vibrant designs, it is especially prone to scuffing and folding. Graphics and laminates add an extra layer of complexity to the production of snack food packaging.
Regarding the recyclability of plastics, two broad categories are typically used, those based on thermoplastic polymers and those based on thermoset polymers. Thermoplastics are made of threadlike chain molecules that are tangle together in a way that characterizes the ability to melt back into base material and harden when cooled. Most food packaging is made with thermoplastic polymers, of which both polyethylene and polypropylene are categorized under. The resulting phase of the glossy plastic is called the glass stage. This property allows for polyethylene packages to be easily recyclable as opposed to thermoset polymers that have been processed to an irreversible point (Krochta 870). Most thermoplastic polymers are recycled via pyrolysis, the process of bathing the plastic materials in a low oxygen corrosive environment. Today, a technique called fluid catalytic cracking (FCC) is used in the process of plastic pyrolysis. In one particular control experiment regarding HPDE and LDPE, Achilias, Roupakias, Megalokonomos, Lappas, and Antonakou use the popular FCC catalysts: silica-alumina, alumina and several types of zeolites. “The oil and gaseous fractions recovered presented a mainly aliphatic composition consisting of a series of alkanes and alkenes of different carbon number with a great potential to be recycled back into the petrochemical industry as a feedstock for the production of new plastics or refined fuels” (Achilias, Roupakias, Megalokonomos, Lappas, Antonakou, 542). This process results in a mixture of desirable liquid and gaseous products with varying rates of purity and quality. The reason for this variation and difficulty comes from the proprietary mystery additives that were discussed earlier in the paper. These extra additives that some companies use often contain chemicals that skew the purity of the end mixture, producing a lower quality recycled plastic blends. Yields and purity also range in percentage depending on the chemical bath and or other process used (Achilias, 538). Currently, the recycling of plastics is very much an experimental process; it is largely dependent on the firm/company that receives the waste and variables within the waste plastic. Criticism of plastic recycling has been received over the potentially lower quality “down cycled” plastic that is inevitably produced from the system. The perfect system for recycling plastics is still an elusive goal.
Different products rely on different variations of plastic to best ensure protection, quality and shelf life stability. The origins of materials have become lost to us as synthetic concoctions become further and further distanced from common knowledge. Within the realm of snack food bags alone, there are a myriad of styles and blends of plastics, made of countless chemically convoluted materials. Many see the abbreviations tacked onto the bottoms of familiar food item packages but the process and implications of the life cycle are lost to them. In summary, snack food plastics, like other food packaging plastics, are synthetically made and chemically derived. The chemicals used are fossil fuel based or petroleum byproducts. Fortunately, many of these types of plastics have a high potential for recyclability though the process—even now— is far from sustainable. The word plastic becomes meaningless with regards to the materials and energies required to mass-produce this immensely popular material. It is therefore important to educate oneself on the raw materials of food packaging. The materials however, should not go without proper explanation of process, if this is to be a quality life cycle analysis. The energies needed to refine, produce and transport these materials by machine will be discussed in the second part of this group research.
Bibliography
Achilias, D. S., et al. "Chemical Recycling of Plastic Wastes Made from Polyethylene (LDPE and HDPE) and Polypropylene (PP)." Journal of Hazardous Materials 149.3 (2007): 536-42. ScienceDirect. Web. 8 Mar. 2013. <http://dx.doi.org/10.1016/j.jhazmat.2007.06.076>.
Brody, Aaron L. Food Packaging Trends. N.p.: Taylor and Francis Group, 2009. Print.
Dunn, Tom. Snack Foods Processing. Ed. W. Lusas. N.p.: CRC, 2001. CRCnetBASE. Web. 6 Mar. 2013. <http://dx.doi.org/10.1201/9781420012545.ch22>.
Hernandez, Ruben J. Food Packaging Materials, Barrier Properties, ans Selection. N.p.: CRC, 1997. CRCnetBASE. Web. 5 Mar. 2013.
Krochta, John M. Food Packaging. N.p.: Taylor and Francis Group, 2007. Print.
Kuhr, Curt. Snack Foods Filling and Packaging. N.p.: CRC, 2001. CRCnetBASE. Web. 6 Mar. 2013.
Maier, Clive, and Theresa Calafut. Polypropylene: The Definitive User's Guide and Databook. New York: William Andrew, 1998. PDF file.
Min, Sea C., Young T. Kim, and Jung H. Han. Packaging and the Shelf Life of Cereals and Snack Foods. N.p.: Taylor and Francis Group, 2010. Print.
Mullen, Michael A., and Sharon V. Mowery. Packaging. New York: Marcel Dekker, 2003. Print.
Musso, María Luisa. Color as a Code in Food Packaging. N.p.: CRC, 2012. CRCnetBASE. Web. 6 Mar. 2013.
Packaging Materials. N.p.: Taylor and Francis Group, 2006. Print.
Paine, Frank Albert, and Heather Y. Paine. Handbook of Food Packaging. 2nd ed. Glasgow: Blackie Academic & Professional, 1992. Print.
Piotrowska, Barbara. Toxic Components of Food Packaging Materials. N.p.: CRC, 2005. CRCnetBase. Web. 5 Mar. 2013.
Piringer, Otto G., and A. L. Baner, eds. Plastic Packaging Materials for Food. New York: Weinheim, 2000. PDF file.
Protein-Based Films and Coatings. N.p.: n.p., n.d. CRCnetBASE. Web. 5 Mar. 2013. <http://dx.doi.org/10.1201 /9781420031980.ch1>.
Stoye, Dieter, Birgit Marwald, and Wolfgang Plehn. "Paints and Coatings." Ullmann's Encyclopedia of Industrial Chemistry. Wiley, 15 Apr. 2010. Web. 8 Mar. 2013.
Suppakul, Panuwat. Intelligent Packaging. N.p.: n.p., n.d. Print.
Ilene Eng
Professor Cogdell
Des 40A
13 March 2013
Fabricating Plastic Snack Packages
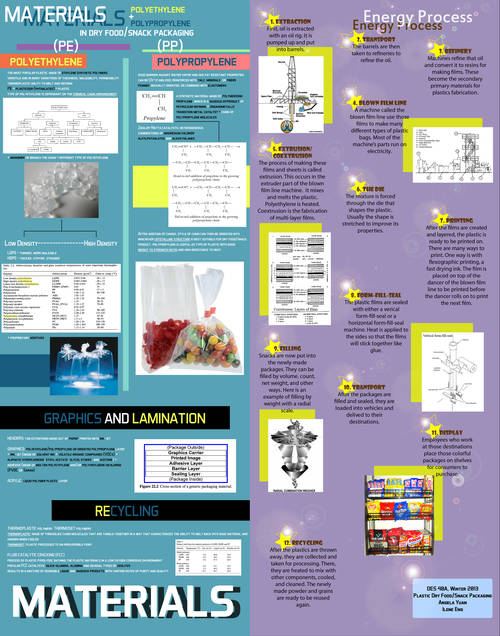
Snacks are sold all over America. They are crunchy, crispy, sweet, salty, and delicious. That is why people buy them all the time. Their packaged form is convenient for busy people on the go. Unlike dairy, wheat, and vegetables, snacks can stay fresh for months and years. Everyone takes these goods for granted, but they do not think about the process in making the package that keeps their goodies nice and fresh. Even the design on the package plays the role of attracting the customer with vibrant colors and enticing “eat me” signs written all over them. The chemistry of plastic packaging in snacks is more than just a clear plastic with a pretty picture on it; it consists of a series of complicated steps that requires all kinds of energy that start with crude oil and end up in supermarkets. Throughout this essay, I will attempt to explain every step of the energy processes used into making packaged snacks and their design. There are four major industries is plastics packaging: plastic resin and film producers; flexible and rigid packaging converters; packaging machinery manufactures; and food processors (Jenkins 101). The inputs to this whole process consist of raw materials, labor, money, and energy.
The first step is extracting the oil. This is a laborious process. All kinds of energy are at work. Even before the drilling begins, the land has to be set up (Jent, “How is Oil Extracted from the Ground?: Triple Diamond Energy”). Some land may have to be cleared for accessible roads. This way, vehicles can get by easily. There also has to be accessible water. This is used to mix with the earth and create mud to make the drilling process easier. Water also allows the drill to penetrate deeper into the earth. When the land is ready to be drilled, a large pit called a cellar is around the site for crew workers to work (Jent, “How is Oil Extracted from the Ground?: Triple Diamond Energy”). A drill truck comes in to drill a shallow area for a conductor pipe. This pipe supports the rig. That rig is brought in and placed over the drill site. Then it descends, working its way downward. The spinning blades and water create a lot of mud, so it is removed with a pump-based circulation system (Jent, “How is Oil Extracted from the Ground?: Triple Diamond Energy”). This whole process requires chemical (fuel for vehicles, metabolism in people), kinetic (motion of wheels, people, water, the descending drill), and electrical energy (battery operated engines, electric cars).
This is an example of an oil rig on land. <http://science.howstuffworks.com/environmental/energy/oil-drilling4.htm>
After the drilling is done, there is a process for testing oils. These tests are taken to confirm that the current depth is enough to reach the oil deposits. Once confirmed, an oil pump is brought down to extract the oil. The oil is pumped up into barrels that will be sent to refineries (Jent, “How is Oil Extracted from the Ground?: Triple Diamond Energy”). More chemical and kinetic energy is required to transport those barrels of oil to plastic-making factories.
Oil companies refine oil to produce monomers for plastic resins. Machines then convert those resins into monolayer or multilayer films, sheets, and rigid packages as secondary raw materials. Most of the plastics used in packaging today are made of thermoplastics, primary plastic materials. Thermoplastics are popular because it can easily be formed into many different shapes. One type of thermoplastics, polyethylene, is heated to fuse the materials. Then it is left to cool to allow the new product to sit (Kuhr, “Snack Foods Filling and Packaging”). I am unsure of how polyethylene is heated; it may be heated by electricity. However, during my research I did come across something called a heat region. This is also known as a heater band (Cybulski, Plastic Extrusion). It maintains constant temperature within its area. I assume that after the desired temperature is reached, it no longer has contact with the power source. Many companies use the blown film line to make all kinds of plastic bags. This consists of an extruder, die, air ring, primary nip, dancer, post gusseter/slit seal, bag machine, U-folder, and the folder/stacker (Jenkins 17).
Blown film line. (Jenkins 17)
The process of making these films and sheets is called extrusion (Jenkins 13). This occurs in the extruder part of the blown film line machine. First, a metal screw inside a metal barrel is rotated to mix and melt the plastic. The melted mixture is forced through an opening called a die that shapes the plastic (Jenkins 13). Before it reaches the die, the mixture passes through the screen pack to filter out contaminants or unmelted resins (Cybulski, “Plastic Extrusion”). In the die, the shape is often stretched to add strength to the material, improve other properties, and reduce thickness. Films can be made from flat or circular dies (Jenkins 13). However, the majority are made with circular extrusion dies because flat dies are more costly and difficult to maintain. Circular dies are efficient for making wide films for large productions. After the die shapes the plastic, heat is applied to heat-shrink it during the food-processing step. The operator must set the temperature accordingly so that the polymers in the plastic would not be destroyed. Again, I do not know exactly how heat is applied, but I can guess it is electricity powered. This is only the process of making one layer of film.
(Jenkins 18)
The process of making multi-layer films is called coextrusion (Jenkins 19). During this process, several layers of plastics are extruded at once. Even though the layers are combined, they are not mixed; they are made up of distinct layers. During my research, I could not find how the layers are combined. My guess is that they are either pressed tightly together or glued together. A typical coextruded plastic has three to five layers (Brown 159). Some can have up to eleven layers. The purpose of these layers is to improve plastic competence. They can allow better package handling, heat-sealable surfaces, and printable surfaces. One layer consists of laminations. This is a protective layer that covers a printed layer to prevent substances from ruining the print (Jenkins 20). According to Jenkins “laminations can be made of adhesives or by extruding a polymer melt between two layers of material” (20). Coatings are another layer that can also help improve barrier to gases or liquids, heat-seal surface, and ink receptivity. In general, the thickness layer of snack films is between 0.5 to 1.2 mils for OPP and 1.6 to 3.0 mils for HDPE (Jenkins 200). These films are now ready to be printed on.
Coextruded layers of film. (Jenkins 20)
Next is the eye-catching design of the snack package. There are different types of printing systems. One is flexographic printing (Jenkins 93). This technique uses many different fast-drying inks. For imprinting on plastic bags, the film is placed on top of the dancer of the blown film line. It rolls at a constant speed to maintain adequate space between each film. The dancer stops momentarily for the imprint before rolling on. This prevents one imprint from interfering with the next one. Packages for salty snacks have a lot of bright ink printed on it. However, they are rubbed off easily. My resource here noted that people are still trying to find better printing techniques. For now, snack manufactures use lamination as a way to prevent inks from rubbing off packages.
The next stage in the process of plastic package making is the form-fill-seal (Jenkins 78). As the name implies, this part of the machine shapes and seals the package. There are five standard pouch shapes: pillow pouch, tetrahedron shaped pouch, flat bottom bag, three-side-seal pouch, and four-side-seal pouch. These pouches are made by vertical form-fill-seal or horizontal form-fill-seal machines. Snacks like chips and popcorn are put in pillow and flat bottom bags. These kinds of bags use the vertical form-fill-seal machine. Heavier packages use horizontal form-fill-seal machines (Jenkins 78). Heat sealers apply heat to the sides of the package and melt the sheets together. This way they stick together like glue and form a seal (Matche, “Packaging Machinery”). Good seals require precise temperature, time, and pressure. I am not sure whether the pouch is sealed first or filled first. My current understanding is that the heat sealers seal a few sides of the pouch and then fill it with the snack content.
Vertical form seal (Matche, “Packaging Machinery”)
There are different ways of filling the package. One way is filling by weight. It is the most expensive method of filling, yet it is the most widely used. This machine consists of a vibrator feeder, feed (control box), weigh pan, and balance (Matche, “Packaging Machinery”). Weighing techniques include single or double-action scale beams that are operated by compressed air. Lately, they have been operated by electronic and microprocessor-controlled systems (Matche, “Packaging Machinery”). First, the products in the trough of the vibrator feeder are dropped into the scale bucket of the feed. The scale lever opens an electrical contact after the scale goes up to the weight. Most net scales have a double vibratory trough system to prevent the electric vibrator from stopping (“Matche, Packaging Machinery”). Though I am not completely sure how this works, I guessed that this is just a general or basic process. The weights can be radial or linear. They both have individual scales that are filled with the product; each scale has a portion of the total weight of the package (Kuhr, “Snack Foods Filling and Packaging”). A computer scans the weight of each scale and calculates which scale(s) most accurately match the total weight of the package. The scale(s) are then signaled to dump its contents into the same package (Kuhr, “Snack Foods Filling and Packaging”).
Concept drawings of radial and linear weighers (Kuhr, Snack Foods Filling and Packaging)
There are also other net weight systems like the electronic weight cell, air balance system, and liquid displacement system that senses very distinct weight changes (Matche, “Packaging Machinery”). However, these are not always reliable and they are not always accurate. Because much of the vocabulary for the machine parts here was not elaborated, I had some difficulty understanding the energy process and visualizing its function. There were a few diagrams that depicted the machine parts; however, not everything was labeled, so I had to guess what parts were described. I do know that mechanical energy is involved. Electrical energy is also involved for the computer for weight filling by electricity. After the content is filled, more heat is applied to seal the last side of the package.
After the packages are sealed and printed, they are ready to be shipped to specific destinations. Packaged snacks are usually shipped to retail food stores like supermarkets and convenient stores. They are delivered to their destination by cars, trucks, or vans. There is human energy involved to load the packages into the automobile. People have to drive those goods with the steering wheel so there is kinetic energy. At the same time, people have to eat a meal beforehand to have enough energy to deliver those products; the distance they travel may be far. Therefore, metabolism is involved to make ATP for human cells to function. The metabolism in people is chemical energy. The automobile requires fuel to run, so there is more chemical energy involved. Some cars run with electricity, so electrical energy can get involved with this transportation process. During the trip, drivers may be in a hurry so they honk their horns to urge people in front to move faster. This is an example of sound energy. When they arrive at their destination, more human kinetic energy is required to unload those packages and move them into the supermarket. The people who work there have to shelve and display those snacks for consumers to buy. There they sit with their vibrant colors to attract consumers.
Not only do these means of transport require energy, they also give off emissions that are harmful to the atmosphere. According to the Federal Highway Administration, rural areas have pollutants like carbon monoxide, ozone, and PM-10 (particulate matter-10). They did a survey asking people about the causes of air quality problems. They reported that, “In only two cases were more than 5 percent of the PM-10 emissions attributed to on-road mobile sources” (Federal Highway Administration). Instead, the emissions were mainly coming from point sources like factories and power plants, the very place were plastics fabrication takes place.
Consumers buy the plastic packaged goods and put them in plastic grocery bags; in other words, more plastic is involved. Once the consumer consumes their goods, they throw it away. After such a long, laborious process, the plastic becomes trash in a few minutes. According to Cichonski and Hill, there were 19 million pounds of LDPE (low density polyethylene) and 72 million pounds of PP (polypropylene) in 1990 (44). That is too wasteful. It’s a burden to start all over again to go through extracting oil, refining, etc. Instead, plastics are recycled.
First, they need to be separated from the rest of the waste and collected. I assume that this usually involves human labor. Then they are further separated by their material make up and taken to processing facilities (Cichonski and Hill 43). There, they are processed to become “new” materials for further use. The resin particles, LDPE and PP, are heated at high temperatures (>700°C) to produce certain mixtures and compounds (Achilias, D.S., et al.). There are a few different techniques in recycling these polymers. One is the dissolution/reprecipitation technique. One gram of polymer and 20 mL of solvent are mixed into a flask with a vertical condenser and a magnetic stirrer (Achilias, D.S., et al.). Then it is cooled and put into a non-solvent for cleaning. It is dried and put into an oven at 80°C for 24 hours. Now, they become powder and grains (Achilias, D.S., et al.). My guess is that after this, these products are either sold or used elsewhere.
This is the life cycle of plastics. They start with oil and make its way to supermarkets. There is so much energy put into this one process and along the way there are wastes to consider. I have never thought about this before, but now I realize how much energy is required just to do one thing; everything is revolved around energy. This is very much like the concept of conservation of energy. Energy is not destroyed, but conserved or transferred elsewhere. Perhaps those same people who transported the snacks are the consumers of those snacks. The snacks they carry are the very energy they need to deliver them.
Failures/Assumptions:
I felt overwhelmed with this research paper because there were many aspects to making plastics. At first I did not think it would be that hard to find sources, but when I actually did the research, I found that it was really difficult to find the right ones. There were many technological terms I did not understand. There were also concepts that were hard to grasp. Towards the end of each paragraph, I made assumptions to try and connect ideas when I could not find the information I need. Many times during the research process, I would lose track and search up materials instead of energy. Therefore, I ended up defining terms instead of the fabrication process. When I realize that, I would go back and revise my paragraphs. I left some defined terms, cut out unnecessary parts, and connected it with the overall energy process.
Works Cited
Achilias, D.S., et al. “Chemical recycling of plastic wastes made from polyethylene (LDPE and HDPE) and polypropylene (PP).” Journal of Hazardous Materials 149.3 (2007): 536. Web. 13 Mar. 2013.
Anthony, George H. Flexography and the Graphic Arts. New York: Flexographic Technical Association, 1972. Print.
Brown, William E. Plastics in Food Packaging. New York: Marcel Dekker, 1992. Print.
Cichonski, Thomas J. and Karen Hill, eds. Recycling Sourcebook. Detroit: Gale Research Inc, 1993. Print.
Cybulski, Eric. “Plastic Extrusion.” CRC Press (2009): 23-42. CRCnetBASE. Web. 9 Mar. 2013.
Federal Highway Administration. “Transportation/Air Quality Issues in Rural Areas.” Dye
Management Group, 2003. Web. 3 Mar. 2013.
Jenkins, Wilmer A. and James P. Harrington. Packaging Foods with Plastics. Lancaster: Technomic, 1991. Print.
Jent, Chris. “How is Oil Extracted from the Ground?: Triple Diamond Energy.” Articles of Advice. Web. 9 Apr. 2008. <http://www.articlesofadvice.com/articles/15/1/How-Is-Oil- Extracted-From-The-Ground-Triple-Diamond-Energy/Page1.html/>.
Kuhr, Curt. “Snack Foods Filling and Packaging.” CRCnetBASE. CRC Press LLC (2001). Web. 6 Feb. 2013.
Matche, Rajeshwar S. “Packaging Machinery.” Taylor & Francis Group (2006): 679-711. CRCnetBASE. Web. 6 Feb. 2013.